





Firma Rotana představila mikrofrézu osazenou CVD-d pro přesné obrábění


— vydáno 2. října 2024
Mikrofréza s břitem z CVD diamantu od společnosti Rotana dosahuje ve srovnání s konkurencí výrazně vyšší efektivity a přesnosti při obrábění těžkoobrobitelných materiálů. Nový frézovací nástroj vyvinul český výrobce a poskytovatel nástrojových řešení ze slinutých karbidů, diamantu a kubického nitridu bóru ve spolupráci s vědci z Fakulty stojní ČVUT v Praze.
Inzerce
Pro současný průmyslový svět zaměřený na vysoce přesné a efektivní obrábění je příznačný důraz na neustálý vývoj a zdokonalování technologií a nástrojů. Jedním z nejnovějších příkladů úspěšného řešení dané problematiky je vývoj stopkové mikrofrézy s napájenou řeznou částí z monolitického CVD-d materiálu. Patentované řešení nástroje bylo vyvinuto až do podoby opakovaného uplatnění v konkrétních zákaznických aplikacích.
Nástroj s laserem vytvořenou unikátní geometrií břitu je určený především pro opracování těžkoobrobitelných neželezných materiálů. Za jeho vývojem stojí specialisté velkomeziříčské společnosti Rotana a výzkumníci z Fakulty strojní Českého vysokého učení technického v Praze, kteří spolupracovali v rámci výzkumně-vývojového projektu z programu TRIO IV.
Správnou geometrii zajistí laserový paprsek
Už v průběhu předchozí spolupráce mezi velkomeziříčskou firmou a specialisty z ČVUT se prokázalo, že vlastnosti diamantu bez pojiva vyrobeného chemickým procesem z něj činí ideální volbu pro obrábění těžkoobrobitelných neželezných materiálů. Navíc v porovnání s materiály, jako je velmi rozšířený PKD, má CVD-d vyšší odolnost proti opotřebení (především formou abraze) a výrazně delší životnost, což vede ke snížení nákladů na údržbu a renovaci nástrojů.
„Na druhou stranu je však CVD-d značně specifický materiál vyžadující odlišný způsob výroby samotného nástroje, respektive jiný způsob jeho obrábění,“ popisuje Antonín Novotný, vedoucí úseku Výzkumu a vývoje společnosti Rotana, a upřesňuje: „Zatímco PKD nástroje lze upravovat EDM technologií, nástroje z CVD-d nejsou vodivé, a lze je efektivně obrábět pouze laserem.“ V rámci projektu se proto Rotana spolu s výzkumníky zaměřila hlavně na správný způsob úpravy geometrie nástrojů osazených CVD-d.
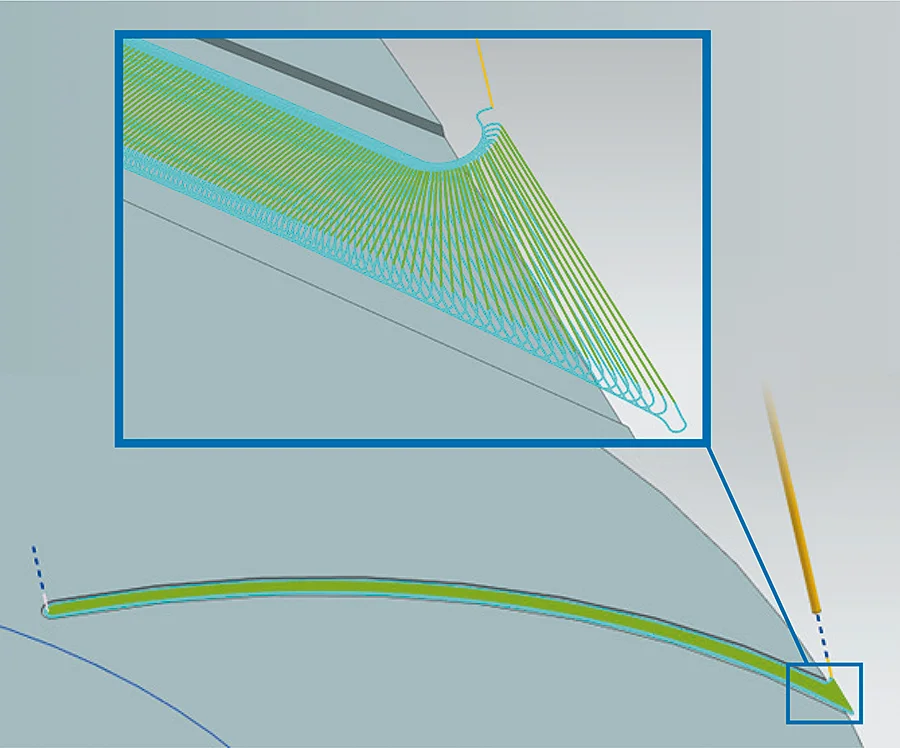
Jedním z důvodů byla zkušenost zákazníků s odštipováním rohů těchto nástrojů. Potvrdilo se, že právě odpovídající modifikace geometrie by mohla být jedním z efektivních řešení problému. Vedle celkového přehodnocení jednotlivých fází výroby nástroje šlo především o nalezení nejvhodnějšího způsobu srážení hran nástroje za pomoci laserového paprsku. V daném případě je materiál z nástroje odebírán tak, aby na něm vznikl požadovaný tvar bez nežádoucího tepelného ovlivnění.
Nový nástroj od Rotany je přesnější a vykazuje nižší opotřebení
Finální nástroj má podobu stopkové mikrofrézy s vakuově napájenou řeznou částí o průměru 1 mm z monolitického CVD-d materiálu. Řezná část je napájena na tvrdokovový nosič, přes který je nástroj upnut do stroje. Veškerá geometrie je zhotovena laserovým paprskem, což dovoluje zhotovit individuální mikrogeometrii podle konkrétní aplikace. Technologii lze využít od průměru 0,5 mm do 3 mm, ale samozřejmě platí, že čím je průměr větší, tím je delší strojní čas z důvodu většího objemu odebíraného materiálu.
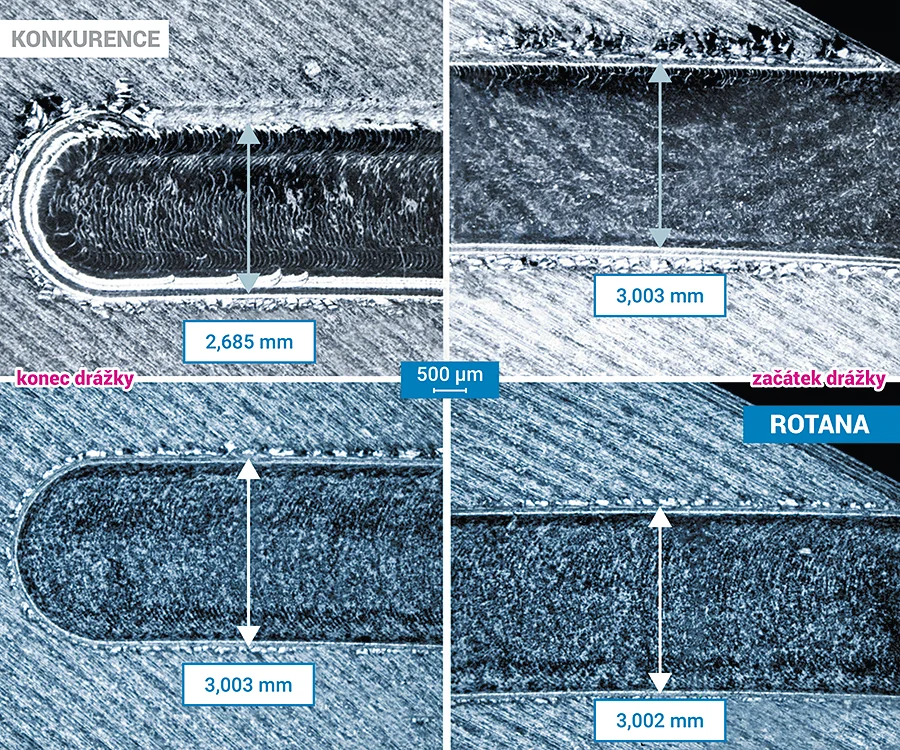
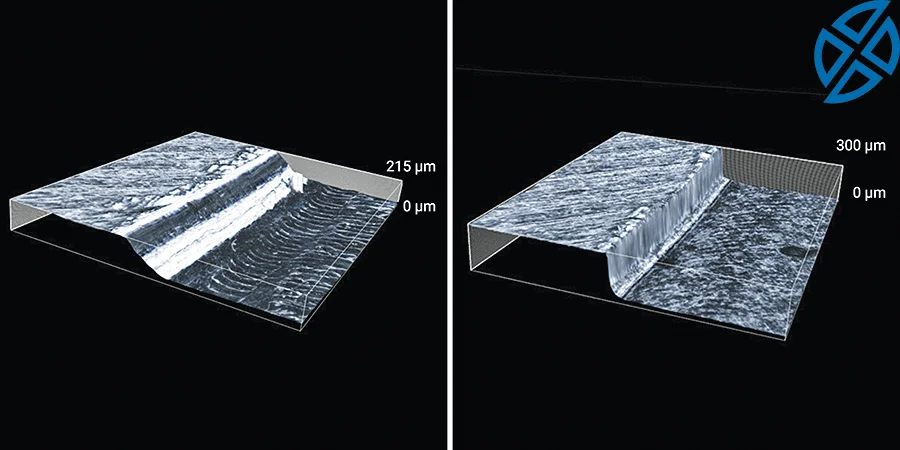
„V průběhu vylaďování finální podoby nástroje jsme za pomoci rychloběžné kamery sledovali řadu detailů, včetně toho, jak se při obrábění formuje tříska a jak odchází, a i podle toho jsme celý proces upřesňovali,“ říká k tomu Antonín Novotný. Testování bylo prováděno frézováním drážek o hloubce 0,3 mm v brzdovém kotouči z Al-MMC (kovový kompozit na bázi matrice Al a výztuže SiC) materiálu. V jeho průběhu byla ověřena možnost vytvoření zesíleného jádra s cílem zvýšení pevnosti pájeného spoje a jeho schopnost snášet statické a dynamické zatížení působené řeznými silami.
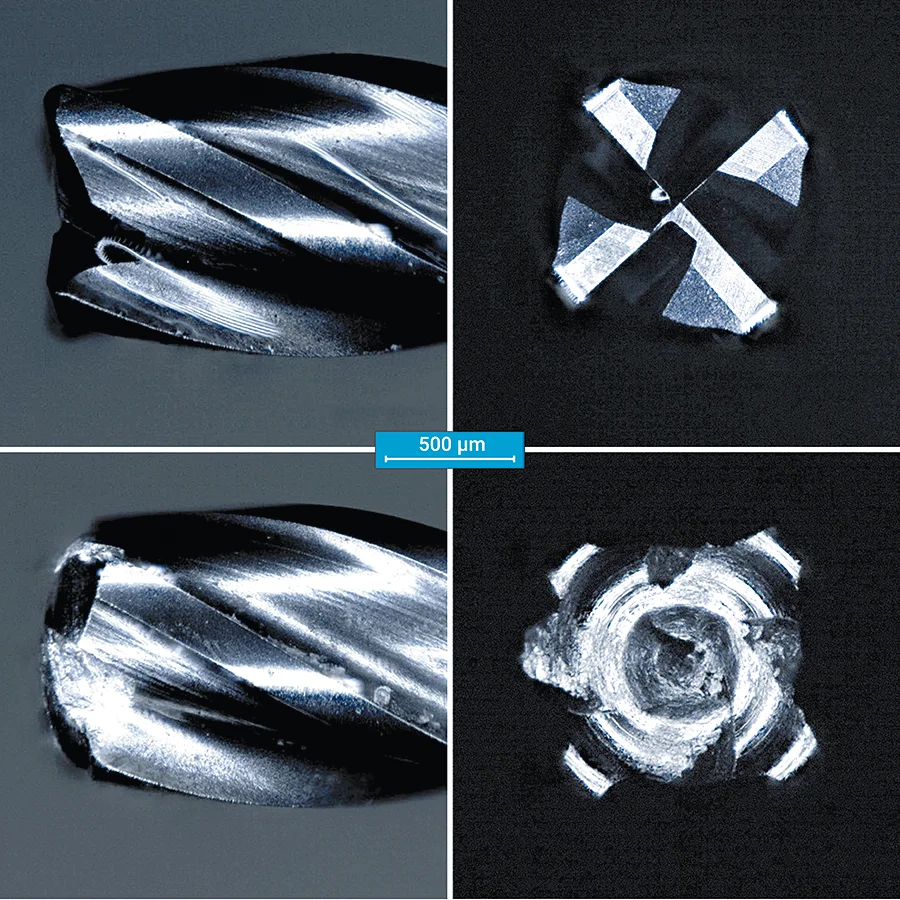
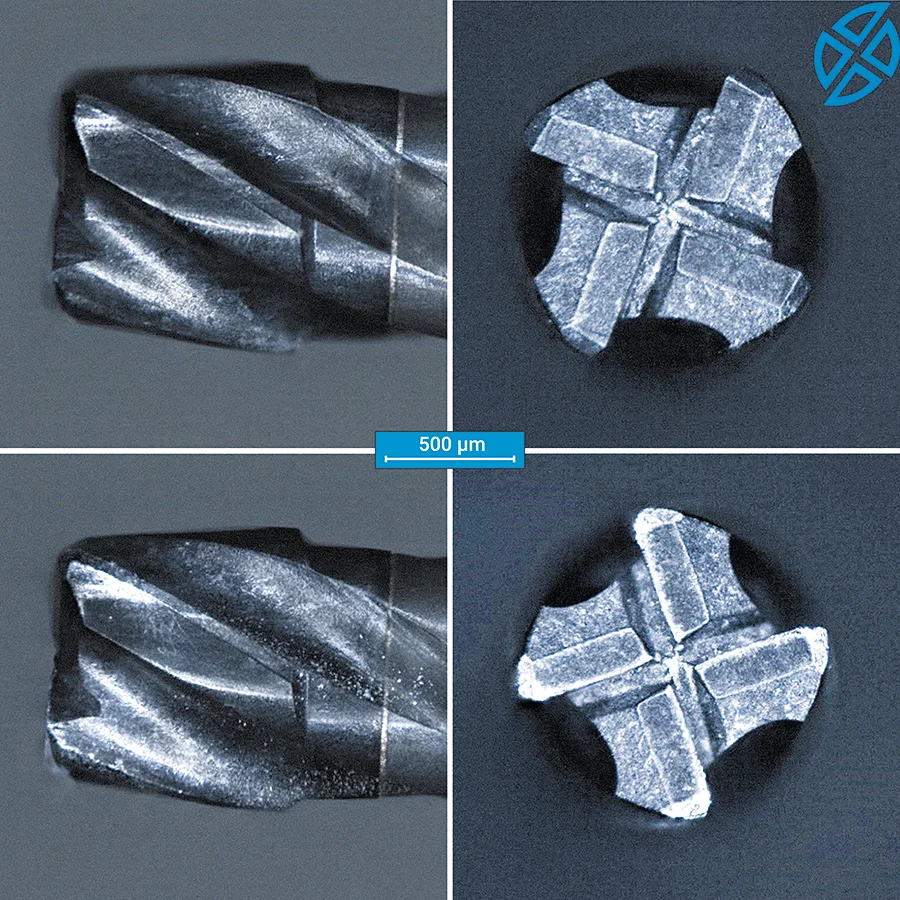
V rámci ověřování byla efektivita prototypů testována spolu s alternativním nástrojem jednoho z předních světových výrobců. „Pro demonstraci byl zvolen nástroj s podobnými parametry a geometrickými charakteristikami,“ uvádí Pavel Zeman z Ústavu výrobních strojů a zařízení Fakulty strojní ČVUT v Praze a dodává: „Nicméně vzhledem k tomu, že jsme z pohledu celkové koncepce nástroje nenalezli k našemu prototypu žádnou blízkou alternativu, a to ani v segmentu PKD nástrojů, musel být naší volbou pro porovnání vysoce kvalitní nástroj ze slinutého karbidu.“
I v případě srovnání se špičkovým katalogovým produktem zavedené značky dokázal CVD-d nástroj osazený břitem s novou geometrií vytvořit větší množství drážek při delší životnosti. Zároveň se potvrdilo nejen výrazně nižší opotřebení nového nástroje, ale i bezchybné dodržení kvality obrobeného tvaru, a to při výrazně vyšší hospodárnosti.
Zákazníci těží z kvality nástroje i z přístupu poskytovatele řešení
Kvalita nového nástroje představuje důležitou výhodu, ale klíčovým bonusem je přístup společnosti Rotana. Nejenže firma disponuje veškerými technologiemi potřebnými k návrhu, vývoji, výrobě i renovaci špičkových nástrojů, ale především je schopna rychle reagovat na potřeby svých zákazníků a nabídnout jim individuální řešení přizpůsobené konkrétním aplikacím.
„Běžně se stává, že za námi klient přijde se standardním nástrojem a požadavkem na to, jak by měl fungovat, a my navrhneme změny, které mohou zásadním způsobem vylepšit jeho parametry,“ uvádí Pavel Vítek, vedoucí sekce nástrojů z ultratvrdých materiálů společnosti Rotana, a uzavírá: „Okamžitě to odzkoušíme a v případě pozitivních výsledků začneme stejným způsobem upravovat a produkovat i ostatní nástroje.“
Nová stopková mikrofréza osazená CVD diamantem představuje pro zákazníky společnosti Rotana významný posun. Použitím těchto nástrojů mohou firmy dosahovat nejen vysoké přesnosti, ale i výrazného zvýšení produktivity ve výrobním procesu. Ukázalo se, že kombinace použití CVD-d a precizní laserové technologie má potenciál zlepšit efektivitu v širokém spektru průmyslových aplikací.
Další článek: Prolistujte si dvě nová vydání časopisu Strojirenstvi.cz






