Tým odborníků ISCAR nabízí své know-how pro vaše úspěšné obrábění


— vydáno 3. dubna 2024
Více než 30 let v ČR, neustále rostoucí počet zaměstnanců a 12% podíl na českém trhu s obráběcími nástroji. Tomu se říká úspěch! Zajímá vás, jak si u nás tuto jedinečnou pozici firma ISCAR vybudovala? Odpověď zní: díky sehranému týmu odborníků s perfektní znalostí sortimentu, a především obrovskými zkušenostmi z praxe.
Inzerce
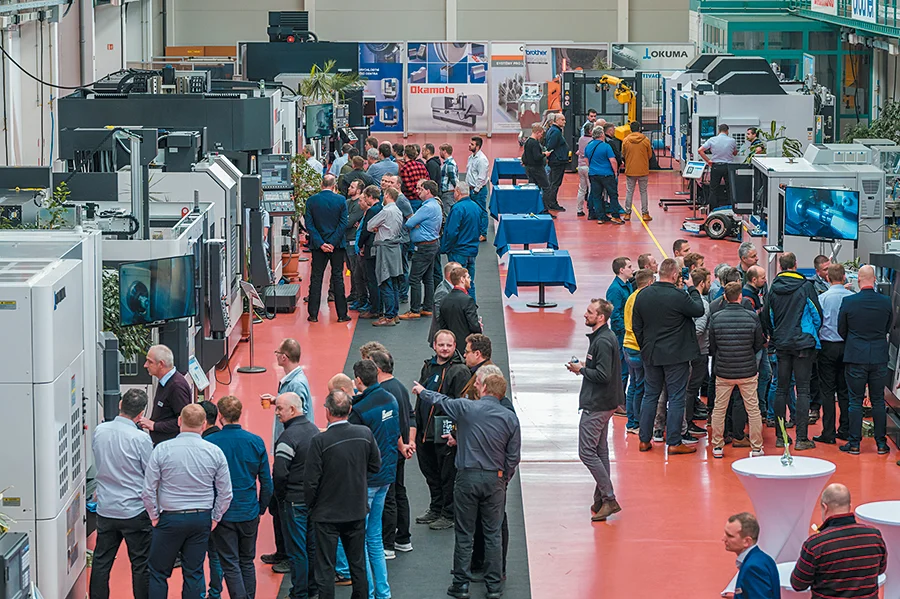
Spousta profesionálů si své know-how bedlivě střeží, ale u společnosti ISCAR je tomu naopak. Zkušení technici se dělí o vlastní zkušenosti se svými zákazníky ve firmách, a také na mnoha seminářích a školeních, které ISCAR pořádá. Nejinak tomu bylo i letos v únoru na technickém semináři na půdě firmy Misan. Kvůli omezené kapacitě sálu bylo nutné ukončit registrace již několik dní před plánovanou uzávěrkou, protože zájem byl značný. Téma akce „Nevyužité rezervy obráběcích strojů a nástrojů“ vzbudilo mezi strojaři zaslouženou pozornost.
Ekonomika obrábění
Největším lákadlem semináře v showroomu Misan v Lysé nad Labem byly praktické ukázky obrábění na strojích OKUMA a Brother, na kterých ISCAR předvedl své produktivní nástroje s využitím vysokých řezných parametrů. Těm předcházely krátké teoretické přednášky. Tématu ekonomika obrábění se věnoval Josef Klíma z firmy ISCAR: „Co musíte řešit, když přijde nová zakázka? Jaký zvolit polotovar? Jak vybrat vhodný nástroj? Jak optimalizovat řezný proces? Jak zkrátit upínací a seřizovací časy? Jak optimálně využívat možnosti chlazení nástrojů? Jak snižovat náklady na elektrickou energii? A nakonec jak optimalizovat skladové zásoby? Polotovar si většinou zákazník řeší sám, ale na všechny ostatní výše uvedené otázky má ISCAR svá osvědčená řešení, která označuje jako „Inteligentní obrábění.“
Jak vybrat vhodný nástroj
„Prvním vodítkem pro výběr správného nástroje je osobní zkušenost každého technologa nebo obsluhy stroje. Následně přijde ke slovu papírový katalog ISCAR, který zpravidla najdete v každé dílně. Po mnoho let byl katalog plný záložek nejlepším řešením,“ konstatuje Josef Klíma: „ale dnes už vidíme, že stoupá obliba elektronického katalogu.“ Ten má totiž jednu klíčovou výhodu. Všechny položky jsou logicky provázané, takže po výběru tělesa nástroje se zobrazí výběr odpovídajících destiček nebo naopak. Máte tak jistotu, že nástrojová sestava je plně kompatibilní. Pokud nenajdete radu ani v online katalogu, máte k dispozici obchodního zástupce nebo technika firmy ISCAR, který vždy umí doporučit vhodný nástroj včetně upínače, typu řezného materiálu destičky a doporučených řezných podmínek. Tým obchodníků a úzce specializovaných aplikačních techniků se rozvíjí od založení české pobočky ISCAR v devadesátých letech. „V současnosti tak je provázanost řady strojírenských firem s techniky ISCAR taková, že konzultace s nimi je první a nejrychlejší krok při hledání nejlepšího nástroje pro danou operaci,“ uvádí z vlastní zkušenosti pan Klíma.
Stabilita procesu je důležitá
Nestabilní řezný proces je důsledkem vibrací a vedle zhoršené drsnosti obrobených ploch výrazně snižuje životnost nástrojů. Cílem optimalizace procesu, pomocí změny řezných podmínek nebo výměnou nástroje za vhodnější typ, je odstranit chvění. Vibrace způsobují vyštipování řezné hrany nástroje, na což jsou karbidové hlavice a řezné destičky velmi citlivé. Nestabilní proces může vést i ke vzniku neshodných obrobků, takže optimalizace obrábění patří mezi nejčastější úkoly, které zástupci ISCAR ve firmách úspěšně řeší.
Upínací a seřizovací časy zkraťte na minimum
S heslem „No Setup Time – Bez nutnosti seřizování nástroje“ pracuje ISCAR dlouhodobě na minimalizaci neproduktivních časů, a to u všech typů nástrojů. Cílem je vysoká opakovatelnost po výměně a snižování prostojů stroje. Nástrojovou novinkou s touto vlastností jsou například modulární soustružnické držáky NQCH z řady NEOSWISS pro stroje švýcarského typu s rychlovýměnnou hlavicí (patentovaný systém). Speciální mechanismus upínacího klínu zajišťuje maximálně tuhé upnutí a spolehlivost spoje. Navíc lze na jeden držák upnout množství pravých a levých hlavic pro soustružnické a zapichovací destičky. Další novinkou s jednoduchým způsobem výměny je řada nástrojů SWISS-GRIP. Do držáku THQR/L se jednoduchým samosvorným způsobem upínají planžety SGAQ se dvěma lůžky, do nichž se upínají nejužší upichovací destičky GFT s šířkou 0,6–1,6 mm.
Chlazení zvyšuje životnost nástrojů
Opět je tu téma životnosti nástroje. Je to totiž alfa a omega ekonomiky obrábění. Nedostatečné chlazení se negativně projeví na životnosti nástroje a také na zvýšených nákladech na jejich pořízení. Vydatné a správně směřované chlazení do aktivní zóny místa řezu je klíčové. Jsou operace a materiály, které bez dostatečného chlazení nemohou spolehlivě fungovat. „Trendem je vysokotlaké a v některých případech i vícebodové chlazení (na čele a na hřbetu). Většina nástrojových řad ISCAR je vybavena přívodem a kanálky vnitřního chlazení. Snažíme se dostat osové chlazení do všech našich nástrojových řad, kde je to technicky možné a představitelné,“ ujišťuje Josef Klíma.
Nedržte nadbytečné zásoby, je to drahé
Zdálo by se, že na nástrojích není co digitalizovat, jejich úkolem je řezat materiál. Na pozadí hospodaření s nástroji má ale drtivá většina českých firem co dohánět, a to i digitálně. K optimalizaci skladových zásob pomáhá systém MATRIX, jehož viditelnou částí jsou výdejní automaty. Ale tato „skříň plná šuplíků s nástroji“ je řízena velmi propracovaným a jedinečným softwarem MATRIX pro správu položek, který vám zajistí: snížení nákladů a garanci nezastavení výroby, optimalizaci skladů včetně automatického objednávání nebo kontrolu výrobních nákladů na kus. Je možný přenos dat do firemních systémů zákazníků, který se řeší na základě individuálních požadavků. „Dosavadní zkušenosti zákazníků se systémem MATRIX prokazují finanční úspory hlavně díky sníženým nadbytečným skladovým zásobám,“ říká Martin Horváth, marketingový manažer ISCAR.

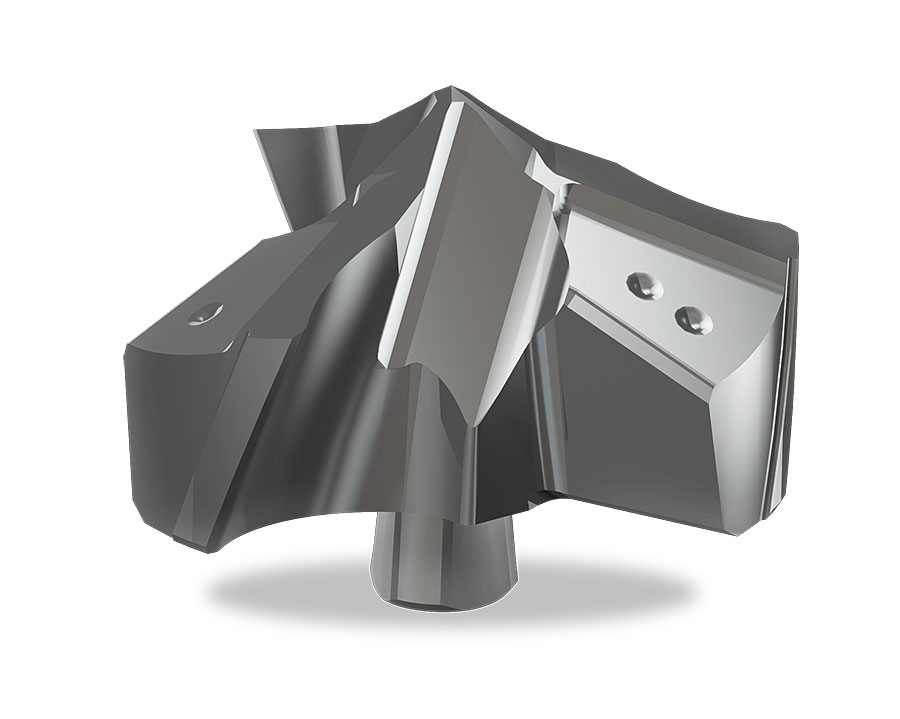
Tříbřité vrtáky pro vysokou produktivitu
Praktické ukázky obrábění na semináři společností Misan a ISCAR zahrnovaly soustružení, vrtání a 5osé frézování. Vrtání je specializací produktového manažera ISCAR Václava Novosada: „Prezentujeme zde výhody 3břitých vrtáků, které nabízíme jako jediní na trhu. Při stejných otáčkách vrtáku umožňují díky břitu navíc o třetinu rychlejší posuv, tím dosahujeme vysoké produktivity. Tříbřité vrtáky D3N nabízejí optimální vyváženost počtu řezných hran, pevnosti tělesa vrtáku a spolehlivého odvodu třísek z obráběného otvoru. Na stroji OKUMA demonstrujeme tříbřitý vrták při vrtání pilotního otvoru pro hluboké vrtání dělovým vrtákem. Jiným příkladem je využití tříbřitého vrtáku s hlavicí F3P s rovným čelem, čímž nahrazujeme pomalé frézování otvorů s rovným dnem. Takové otvory se používají například pro zápustné šrouby.“
Pětiosé frézování s barelovými frézami
K dokončovacímu obrábění obecných ploch se s výhodou používají barelové frézy. Barelová fréza, která má na boku velký rádius (např. 500 mm) nahradí kulovou frézu s průměrem 1 metr. Odborník na 5osé frézování ve firmě ISCAR, Martin Jílek, vysvětluje: „Barelové frézy je ideální používat v kombinaci s 5osými stroji, v našem případě pracujeme na stroji OKUMA MU-6300V. Souvislým pohybem v 5 osách dokážeme udržet správný úhel frézy a obrobku, což je velmi důležité, ale od programátora to vyžaduje velké zkušenosti. Produktivitu zde dosahujeme větším řádkováním.“

Dynamické obrábění hliníku
Na 5osém vysokorychlostním obráběcím centru Brother předvedl aplikační technik Tomáš Mifek, že hliník dokážou nástroje ISCAR řezat jako by to bylo máslo: „Ukázali jsme obrábění tvarové plochy soudečkovou frézou, kde i při velkém kroku Ap=2 mm jsme dosáhli vysoké kvality opracování. Dále jsme stejnou frézou provedli i odjehlení tvarových hran v místech, kde plochu protínala řada otvorů a kapes. Nakonec jsme ukázali vrtání poměrně unikátním vrtákem DCN o průměru 4 mm s vyměnitelnou hlavicí. Naším záměrem na tomto stroji bylo naplno předvést dynamické pětiosé obrábění s posuvy kolem 6 metrů za minutu.“

Semináře ISCAR stojí za to
S koupí nástroje ISCAR získáváte i přidanou hodnotu v podobě podpory profesionálů. Jak se přesvědčili účastníci semináře, technici ISCAR opravdu vědí, co dělají a ke stroji se umí jak se patří postavit. Jejich znalosti obsáhlého sortimentu nástrojů jsou mimořádné. Vytipují nejvhodnější nástroj pro operaci, připraví kompletní technologii, doporučí správné řezné parametry, a navíc jsou schopni dodat i program. Ze semináře si každý odvezl profesionálně zpracovanou tištěnou příručku „Nevyužité rezervy obráběcích nástrojů“, mapující průběh celého dne. Důležité je nebát se využít potenciál nářadí, nástroje ISCAR si nechají líbit opravdu vysoké řezné parametry a jejich produktivita je tak velmi vysoká.